Foundry & industrial processing Machinery EQUIPMENT & SYSTEMS
U.S. & Canada Call 1.800.457.5456
Olson Expands With Nobake
Home Articles Olson Expands With Nobake

The aluminum green sand caster decided to add capacity and flexibility with a new nobake line in 2011.
Republished with permission from Modern Casting Magazine, August, 2012.
Shannon Wetzel, Senior Editor
Olson Aluminum Castings’ 16,000-sq.-ft. addition in Rockford, Ill., was a long analytical process for the sand casting facility. The company spent the mid-2000s building on its reputation for quality and delivery, increasing throughput capacity, bringing in new customers, improving its competitiveness and raising the necessary capital to add more capacity. The recession in 2009 only delayed the inevitable, and in early 2011, Olson Aluminum pushed forward.

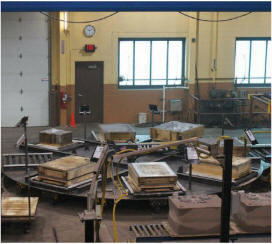
Olson utilizes a mold turntable in its new nobake line at its facility in Rockford, Ill.
"In 2008, we were approaching capacity and had a successful climb up to that point," said Olson Aluminum President Tad Olson. "We could have used much of the additional capacity in 2011."
Olson Aluminum, which operates one shift with 50 employees, was considering adding a second shift. Now, with its completed nobake casting facility addition, the company has the ability to significantly increase its total production. A new cleaning room and associated equipment is in the process of installation and additional heat treat capacity is planned at the end of this year.
The added capacity comes at an advantageous time for many of Olson Aluminum’s customers recovering from the recession.
"We had a handful of customers who had projections of rapid growth and were wondering if we would be ready," said Mike Stahl, Olson Aluminum sales manager. "Our top 10 customers thought it was encouraging [that we were expanding.]"
Nobake or Green Sand?
Olson Aluminum’s big decision surrounding the investment was not so much whether to add another molding line but whether to add another green sand line. The metalcaster already operated seven green sand cope and drag and matchplate lines, and gained some experience working with nobake cores for larger castings in its prototype work.
"It was a big question for us," Stahl said. "Do we go for higher automation and high volume or higher complexity and increased flexibility? We had to determine where our core competency was."
Olson Aluminum's green sand lines offered tried and true production for its historic casting types and customers. Combined with the metalcasting facility’s gating techniques and melting methods, the green sand lines provide consistent, quality parts with pressure tight and leak free characteristics, along with superior surface finishes and metallurgical properties, according to Stahl.
"The company has been run conservatively in finances and with how the processes and patterns are designed," he said. “That tends to bring the type of customer who demands leak-free, pressure –tight qualities to our program. We have stayed on that path, producing components needing a high degree of engineering, exceptional machinability and superior surface finishes.
Olson Aluminum concentrates on moderate volume jobs spanning a wide mix of products. Its emphasis on a high mix of castings eventually became the deciding factor to branch out into nobake casting.
"We learned we could do more in the cope in nobake molds," Stahl said. "Nobake allows us to get a better range of part size, provide more detail and incorporate deeper draws."
After branching into prototyping (which makes up 15% of the business) in the 2000s, Olson Aluminum is making another push to diversity by producing more complex, larger castings, and taking on more secondary operations responsibility, such as machining and coating.
"It's what customers are asking for," Stahl said. Customers now can have their different needs met at Olson Aluminum. The new line also will take on overflow from the green sand lines when needed.
"The nobake line should take some pressure off the green sand lines for many jobs," Olson said, "So we now have added flexibility between the two processes."
Matching Process Flow
Olson Aluminum's green sand lines are positioned well between the pattern shop and the melting room and make use of every square foot; however the facility was challenged by existing real estate.
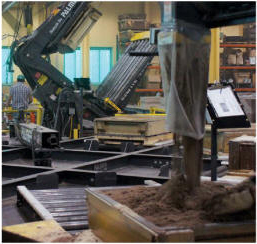
Fortunately, over the years Olson Aluminum acquired plenty of land surrounding the facilities with the foresight of expanding, as well as keeping a polite buffer between the facility and its neighbors. The extra land afforded the opportunity to add on the 16,000-sq.-ft. building, which houses the nobake molding line, including a 500-lb./minute Palmer mixer and turntable, a new sand system, and eventually, cleaning and heat treating space.
Olson Aluminum’s expansion will boost its casting capacity.
After nobake cope and drag molds are made, they are transferred via turntable to a machine that pairs the halves together.
One of the company's main concerns was to have it flow efficiently with the existing melting and shakeout areas.
"We had a fixed endpoint and a constrained beginning point, and we had to fit the project into the envelope," Olson said. "We wanted to minimize the complexity of the layout and improve foundry maintenance. It had to fit the job shop environment."
Olson, Zach Ursinger, vice president of engineering, and Wayne Carr, vice president of manufacturing, visited a number of metalcasting facilities to see what worked and what didn’t to form a plan for the facility’s expansion.
"We talked with other foundries, suppliers and consultants to choose the pieces we thought would work and integrate them into the facility," Utsinger said.
Eventually, the team came up with a design that positioned the sand system, mixer and turntable toward the back of the building, with the mold pouring and cooling lines toward the center and a clear path from the adjoining melting room and shakeout.
The new cleaning area was installed conveniently at the front of the addition, just off the shakeout area of the existing facility.
"We wanted to increase product variability with a smooth and efficient material flow without zigzagging through the shop," Olson said.
The need for the nobake shop grew before it was ready to go into production.
"We were waiting for the most vulnerable time in the recession, and that was the point at which we wanted to start building," Olson said.
The metalcasting facility set up a lab to test different mold mediums and equipment and eventually began making production molds in the lab to meet customer demands.
Now, that the expansion is online and in full production, Olson anticipates an increase in plant capacity.
Building on Reputation
In 2006, after decades of running the metalcasting facility together, brothers Don and Ray Olson began their exit strategy and ownership transition to Tad Olson. Then the recession hit.
"We fell off about 40%," Tad Olson said. "All our customers across the board fell off, but we didn’t lose a single customer."
Olson Aluminum continued to bring new work into the casting facility, although not enough to make up for the 40% drop off in existing customer sales. Still, it kept the company in a good position to come out of the recession quickly and regain lost ground. By 2011, Olson had survived his first industry crisis as sole owner, and Olson Aluminum was earning a significant sales volume annually-more than pre-recession levels.
"The only reason we’ve been able to [improve the performance of the company] is that we stand on the shoulders of giants," Olson said. "I attribute much of our success to our previous generations."

The nobake line will take on new jobs requiring larger dimensions, as well as function as overflow capacity for the Olson Aluminum’s original green sand.
Additionally, Stahl points out Olson Aluminum’s lead time and metal quality have been critical in expanding and maintaining its customer base. The company has been providing four-week lead times for existing jobs since 1990, he said, regardless of the business cycle.
"Lead time is four weeks now, and it was four weeks when we were close to capacity," Stahl said. "The 90s was a decade of speed, and we had to step up to be a competitive player."
The company’s reputation for metal quality stems earlier, from Olson’s conservative patternmaking philosophy. Since the company’s start as a pattern shop in 1945, it has performed its own gating and riser design, pattern and layout work.
"Our mold riser layouts continue to be designed conservatively," Stahl said. "Don and Ray always said the business doesn’t have to be risky. After machining is when you really see the quality of the castings."
To ensure the quality of the metal running through the gating, Olson aluminum degasses the melt. Every heat is tested to monitor for variations in the metal, and the facility pours primarily 356 and 319 aluminum and keeps the melts simple and consistent.
"We don’t want to paint our customer in a corner. Our goal is to design casting programs that will work the first time," Stahl said. "We, along with our customers, have much invested in the design process. We consider issues such as machining, datum targets, finish stock requirements and final grinding."
Now Olson Aluminum is pushing to further tighten lead times to match customer inventory requirements and increase its production flexibility.
According to Olson, the new nobake line offers its customer additional diversification and opportunities in product design.
Olson Aluminum Castings
Rockford, Ill.
Metals Cast: 356 and 319 aluminum.
Casting Process: Green sand and nobake.
Size: 56,000 sq. ft.
Employees: 50.
Primary Markets Served: Prototypes, hydraulics, pneumatics, fluid control and handling, motors, gear boxes, actuators, power transmission, machine tool, packaging, medical and laboratory.
Click here for more details about Palmer NoBake Products and Services.
Palmer Manufacturing & Supply, Inc.
18 Bechtle Avenue Springfield, Ohio 45504
US/Canada: 800.457.5456
Phone: 937.323.6339
Fax: 937.323.2709
Sales E-mail: [email protected]
Palmer companies
Palmer Manufacturing & Supply, Inc.
Palmer Engineered Products, Inc.
Klein Palmer, Inc.

Copyright © 2024 Palmer Manufacturing & Supply, Inc. | Terms and Conditions | Privacy Policy
Web published by Marketing Options, LLC.