Foundry & industrial processing Machinery EQUIPMENT & SYSTEMS
U.S. & Canada Call 1.800.457.5456
How to Upgrade Equipment & Systems Controls
Home Articles How to Upgrade Equipment & Systems Controls

Simple Solutions That Work!™, Volume 6, April 2017
By Palmer staff
Palmer Manufacturing & Supply, Inc.
Article Takeaways:
As a supplier of foundry equipment, we are constantly approached by customers to provide a means of increasing capacity and capability for their molding and reclamation systems. In order to be most cost-e. ective, it is often desired to use existing pieces of equipment that the customer may already have in their facility. With many pieces of foundry equipment and the abuse that they are required to endure, we often find that the mechanical aspects of the machine were designed so heavy duty that they are still in good working order, but that the controls have long since fallen from the technological cutting edge. With proper planning and research, it is possible to take an existing piece of equipment and upgrade the controls to allow it to meet the newly established production requirements.
A couple examples are:
Case Study #1
A foundry in Indiana has existing mixers that were plagued with resin flow inconsistencies. In addition to this, they were struggling with manpower, scheduling, and general oversight of processes that are also operator controlled such as multiple resin storage locations, running out of resin while molding, and inability to swap resin supplies in a quick timeframe. Our solution:
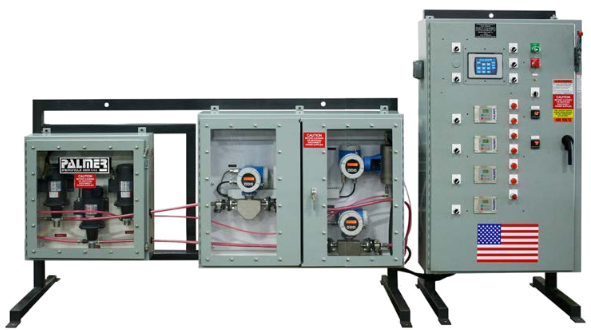
- Remove the existing control panels and pumping systems from the existing mixers
- Install new mixer control packages with pumping system and mass flow resin monitoring systems on each mixer
- Install a Bulk Resin Distribution System that would allow resin to be stored in a single location and the resin to be pumped in small batches to a daytank at the final point of use
Case Study #2
A foundry in Wisconsin had an issue with operators making molds from sand at resin levels that did not meet customer requirements and also an excessive amount of waste sand being struck o. the pattern after filling. Our solution:
- Remove the existing control panel and pumping systems from the mixer
- Install a new control panel and pumping system on the mixer with RFID recipe and batching technology
In this case, the controls were upgraded so that the customer fitted an RFID tag onto each pattern. The system would provide functionality for RFID tag control for each core/mold box, recipe system, a production queue and control of the existing mixer. Prior to production start, the setup person would select the required core parts to be manufactured from a list on the HMI Touchscreen to setup a production queue. The production queue could list up to 8 parts to be manufactured on the existing loop. The pattern recipe system would include a setup screen for management of mixer settings including fi ll time, resin level, compaction force, and compaction time per core/mold part number. The recipe settings were all able to be monitored during production from the HMI touchscreen.

In order to pursue a control system upgrade project at your facility, there are things that equipment suppliers need to know in order to be able to quote, design, build, and supply an integrated solution:
- Clear definition of the Issue to be overcome. What is the problem that we are attempting to resolve with a controls upgrade?
- Clear photos of the mechanical equipment that is in need of upgrade. Take clear photos of left/right/front/back. Also, take clear photos of the inside and outside of any existing control cabinets, pump cabinets, hydraulic units, conveyors, etc.
- Document the horsepower, voltage, and amperage of any electric motors that are to remain in the system to be upgraded.
- Provide any mechanical drawings of the equipment to be upgraded that are available.
- Provide electrical schematics, pneumatic schematics, hydraulic schematics, or any other pertinent drawings of the existing equipment that are available.
- For larger systems, provide any drawings that are available of the facility showing the existing equipment in place. If equipment is being relocated, suppliers can often help with choosing the best new location to maximize productivity within the facility.
- Provide a clear definition of the finished system expectations – “MORE” is not a number! We all want to do more, but how much more in comparison to current is actually needed?
With the items above, an equipment supplier can provide a quotation for the control system that will be clearly defined as to what capabilities it has and what rates it will be able to achieve.
Upon order and beginning of the actual design process, it is imperative that there is a Project Manager on both the customer and vendor sides who will work together for the duration of the project. The most successful projects we have seen are ones where there is open communication, clarity, and a “living project document” that is updated, saved, and dispersed regularly. All project specific information should be saved to that specific document.
For larger systems beyond just a single piece of equipment, an Operational Description becomes very important. This description should be part of the living document and should include items such as:
- Operator station locations as well the actions of each button/ switch in the Operator station
- Sand level switch locations – The mechanical state that the switch will measure (full versus empty); the action that will occur when the switch is tripped.
- Photoeyes and/or proximity sensors – The mechanical state that causes the sensor to trip; the action that will occur when the sensor is satisfi ed and the permissives that need to occur in order for a mechanical action to begin.
This living document will often be initiated by the equipment vendor, but agreement and understanding of it are both the customer and vendor’s responsibility. With so many forms of communication available to us such as face-to- face, phone, email, and texting, it is even more important that the customer/vendor work together to update this living document and maintain clarity of communication. Doing so will ensure all project requirements are met, system performance is achieved, and targeted production goals are realized.
Palmer Manufacturing & Supply, Inc.
18 Bechtle Avenue Springfield, Ohio 45504
US/Canada: 800.457.5456
Phone: 937.323.6339
Fax: 937.323.2709
Sales E-mail: [email protected]
Palmer companies
Palmer Manufacturing & Supply, Inc.
Palmer Engineered Products, Inc.
Klein Palmer, Inc.

Copyright © 2024 Palmer Manufacturing & Supply, Inc. | Terms and Conditions | Privacy Policy
Web published by Marketing Options, LLC.